- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
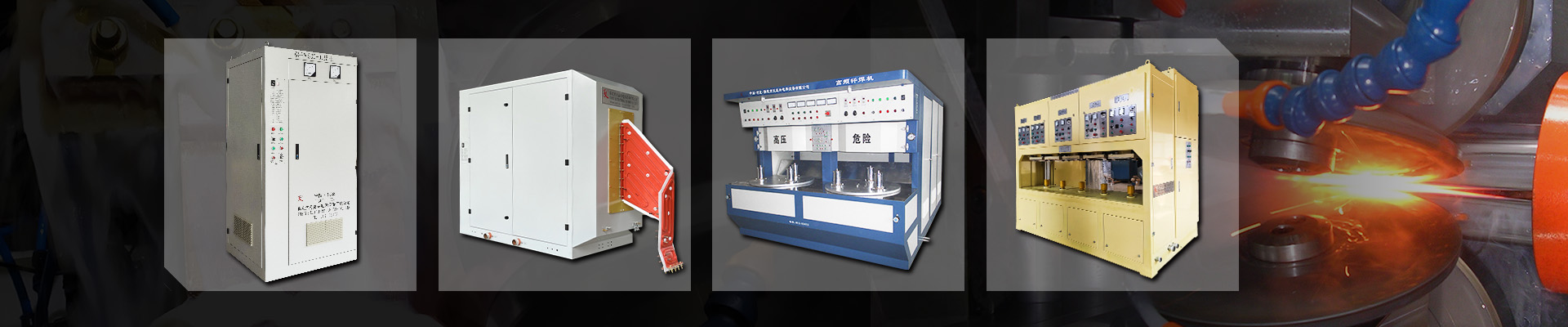
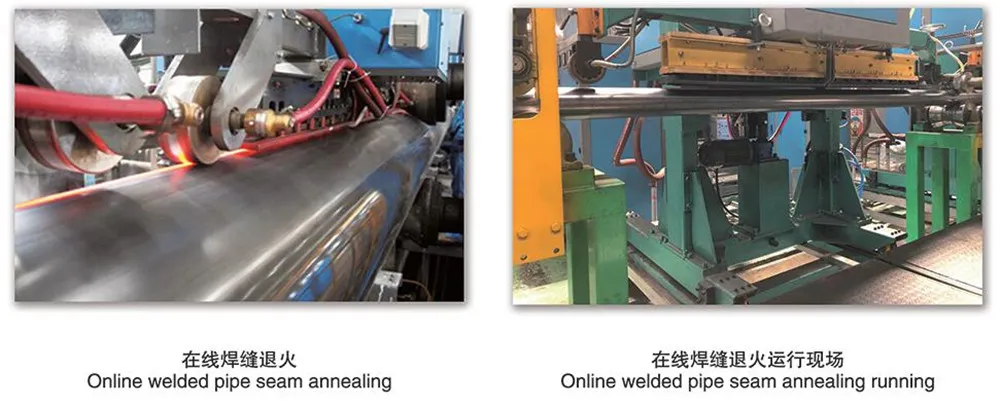
ONLINE M.F OPREMA ZA ŽARENJE ŠAVOVA ZAVARENIH CIJEVI
Online aparat za žarenje šavova cijevi
Obrada zavarenog šava ponovnim zagrijavanjem cijevi s ravnim šavom učinkovita je metoda za poboljšanje kvalitete kvalitete zavarivanja, a zavareni šav se zagrijava na više od 800 °C, a zatim se prirodno hladi (žari) ili prisilno hladi (normalizira) s ventilator, koji može učinkovito poboljšati kristalnu mikrostrukturu, eliminirati štetno naprezanje i izbjeći pucanje zavarenog šava tijekom naknadne obrade.
On-line oprema za grijanje zavarenog šava, koja se općenito učvršćuje nakon strugača za brušenje proizvodne linije za zavarene cijevi. Ostružite zavarenu šipku i zatim zagrijte zavareni šav. Korištenjem zaostale temperature zavarenog šava, temperatura zavarenog šava može se učinkovito i brzo podići na potrebnu temperaturu.
Opći raspored linije za proizvodnju zavarenih cijevi s opremom za žarenje zavarenih šava je sljedeći:

Cjeloviti set opreme koji čini žarenje zavarenog šava općenito uključuje: stroj za žarenje, srednjofrekventno napajanje, vodeni hladnjak i konzolu.
Stroj za žarenje: Objesite potporni induktor kako biste osigurali da je razmak između induktora i zavarenog šava prikladan i stabilan. Može se kretati naprijed-natrag ili gore-dolje. Također postoji funkcija otkrivanja i izbjegavanja neravnina kako bi se izbjeglo oštećenje induktora uzrokovano neobrijanim neravninama.
Napajanje srednje frekvencije: ovisno o debljini stijenke i brzini čelične cijevi, odabiru se različite snage i frekvencije.
Srednjofrekventno napajanje može biti tiristorsko srednje frekvencijsko ili IGBT srednje frekvencijsko.
Raspon snage: 1 OOKW~600KW. Općenito, više jedinica se koristi u seriji, a učestalost svake jedinice je
drugačiji, a učinak grijanja je bolji.
Prednosti: stabilna oprema, ušteda energije, niska stopa kvarova.


Pošaljite upit



X
Koristimo kolačiće kako bismo vam ponudili bolje iskustvo pregledavanja, analizirali promet stranice i personalizirali sadržaj. Korištenjem ove stranice pristajete na našu upotrebu kolačića.
Politika privatnosti